Việc dành thời gian, công sức và tài nguyên vào công nghệ in 3D nhưng lại nhận về những bản in bị cong vênh, không đồng đều hoặc không hoàn chỉnh có thể gây ra nhiều sự thất vọng. Để đạt được các thành phẩm chất lượng cao, việc hiểu rõ các lỗi phổ biến khi in 3D là rất quan trọng. Bằng cách tinh chỉnh kỹ thuật, theo dõi các cài đặt máy in 3D và kiên nhẫn học hỏi, người dùng có thể biến những lần in thất bại thành những thành công ổn định. Bài viết này của congnghemoi.net sẽ đi sâu vào 5 vấn đề thường gặp nhất, cung cấp cái nhìn chuyên sâu về nguyên nhân và giải pháp để khắc phục lỗi in 3D, giúp bạn nâng cao kỹ năng và đạt được những bản in 3D xuất sắc.
1. Giường In Bị Lệch – Kẻ Thù Số Một Của Lớp Đầu Tiên Hoàn Hảo
Đảm bảo căn chỉnh chính xác để có khởi đầu suôn sẻ
Một bàn in được căn chỉnh đúng cách là yếu tố tiên quyết cho một lớp đầu tiên thành công, giúp sợi in bám dính tốt vào bề mặt. Khi giường in 3D bị lệch dù chỉ một chút, sợi in có thể không bám dính đúng cách, dẫn đến các cạnh bị cong vênh hoặc bong ra giữa chừng quá trình in. Việc thường xuyên kiểm tra và điều chỉnh chiều cao giường in giúp đảm bảo đầu phun ở khoảng cách chính xác so với bề mặt, thúc đẩy quá trình đùn lớp nhất quán. Dành thêm một chút thời gian trước mỗi lần in để xác minh việc căn chỉnh bàn in có thể giúp bạn tiết kiệm vật liệu lãng phí và tránh khỏi sự bực bội không đáng có.
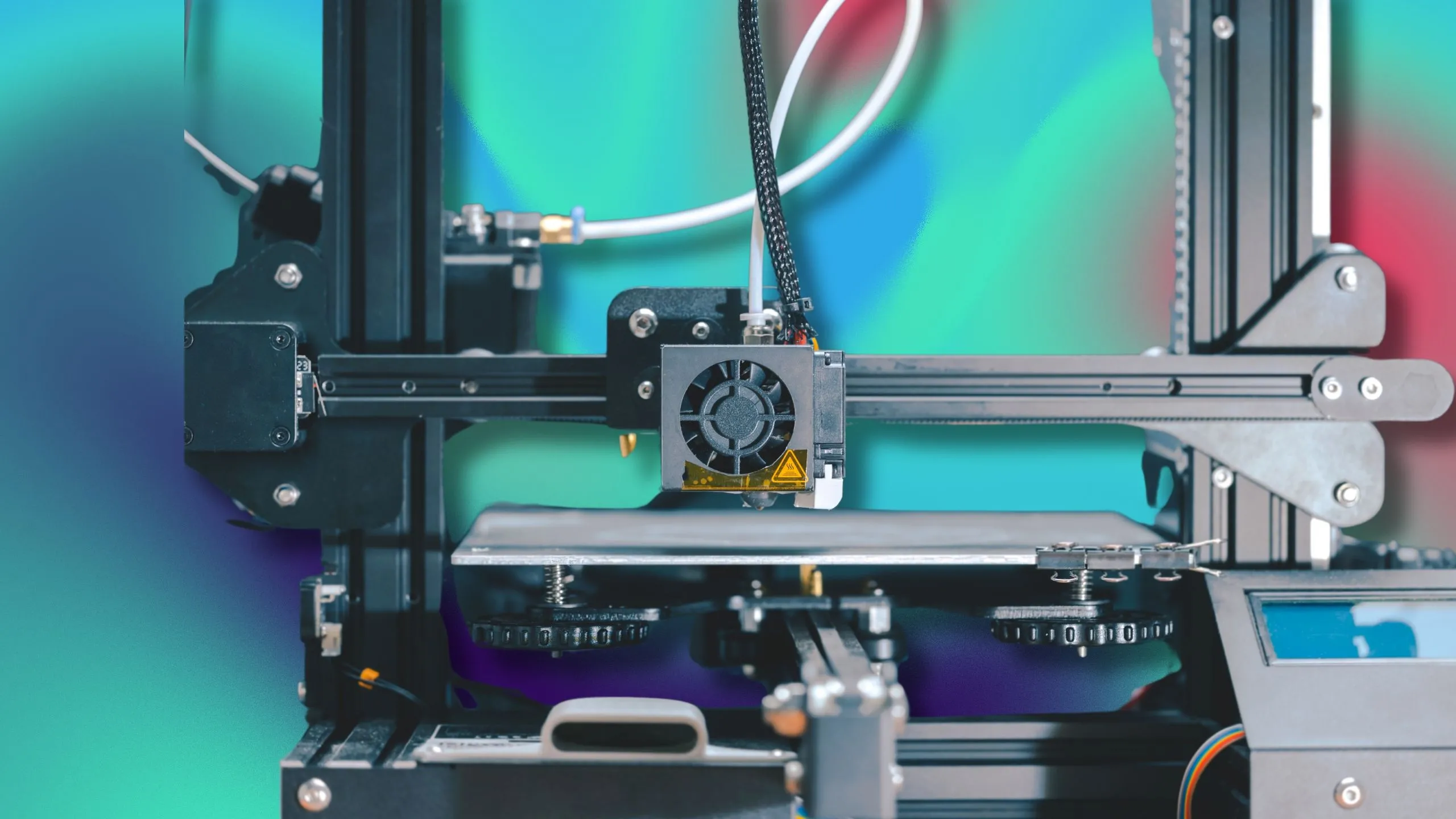 Chuẩn bị máy in 3D cho các bản in hoàn hảo tại nhà, tránh lỗi thường gặp
Chuẩn bị máy in 3D cho các bản in hoàn hảo tại nhà, tránh lỗi thường gặp
Sau khi đã đảm bảo giường in được cân bằng, bạn cũng nên xác minh rằng nó duy trì ổn định trong suốt quá trình in. Biến động nhiệt độ, rung động của máy in hoặc sự dịch chuyển của tấm build plate có thể dần dần ảnh hưởng đến sự căn chỉnh của giường. Việc theo dõi chặt chẽ các bản in trong những lớp đầu tiên là rất hữu ích, vì bạn có thể điều chỉnh nếu nhận thấy bất kỳ sự rung lắc hoặc đùn sợi không đều nào. Những điều chỉnh nhỏ trong thời gian thực có thể tạo ra sự khác biệt đáng kể, ngăn ngừa những thất bại lớn hơn sau này.
Nếu bạn thường xuyên gặp vấn đề về căn chỉnh giường in, hãy cân nhắc đầu tư vào cảm biến tự động cân bằng hoặc một tấm build plate chắc chắn hơn. Những nâng cấp này giúp giảm thiểu lỗi người dùng và cung cấp kết quả nhất quán hơn. Một giường được cân bằng thủ công vẫn hoàn toàn khả thi nếu thực hiện cẩn thận, nhưng việc thêm cảm biến hoặc các bộ phận chất lượng cao hơn sẽ loại bỏ một phần sự phỏng đoán trong bước quan trọng này. Với một bề mặt ổn định, cân bằng, nền tảng của bản in sẽ luôn vững chắc.
2. Đầu Phun Bị Tắc – Rào Cản Của Dòng Chảy Sợi In Liên Tục
Ngăn ngừa tắc nghẽn để duy trì quá trình đùn nhựa ổn định
Đầu phun bị tắc là một nguyên nhân phổ biến gây ra tình trạng thiếu vật liệu (under-extrusion), kéo sợi (stringing) hoặc thậm chí là dừng in giữa chừng. Các mảnh vụn, sợi in bị cháy khét hoặc vật liệu chất lượng thấp có thể làm tắc nghẽn lỗ đầu phun nhỏ. Bảo trì thường xuyên, bao gồm làm sạch và kiểm tra các vật cản, đảm bảo dòng chảy sợi in đáng tin cậy. Các lớp in không đều hoặc quá mỏng có thể là dấu hiệu của tắc nghẽn một phần, đòi hỏi hành động khắc phục ngay lập tức để bảo vệ bản in.
Để xử lý tắc nghẽn đầu phun, hãy làm nóng máy in và cẩn thận loại bỏ các sợi in bị kẹt. Kỹ thuật “cold pull” (kéo nguội) có thể làm sạch cặn bẩn cứng đầu, đặc biệt nếu bạn thấy các đốm đen xuất hiện trong bản in. Để phòng ngừa lâu dài, hãy bảo quản sợi in đúng cách và kiểm tra chất lượng của nó trước khi sử dụng. Những biện pháp phòng ngừa nhỏ này sẽ giúp bạn tránh được các sự cố tắc nghẽn đầu phun.
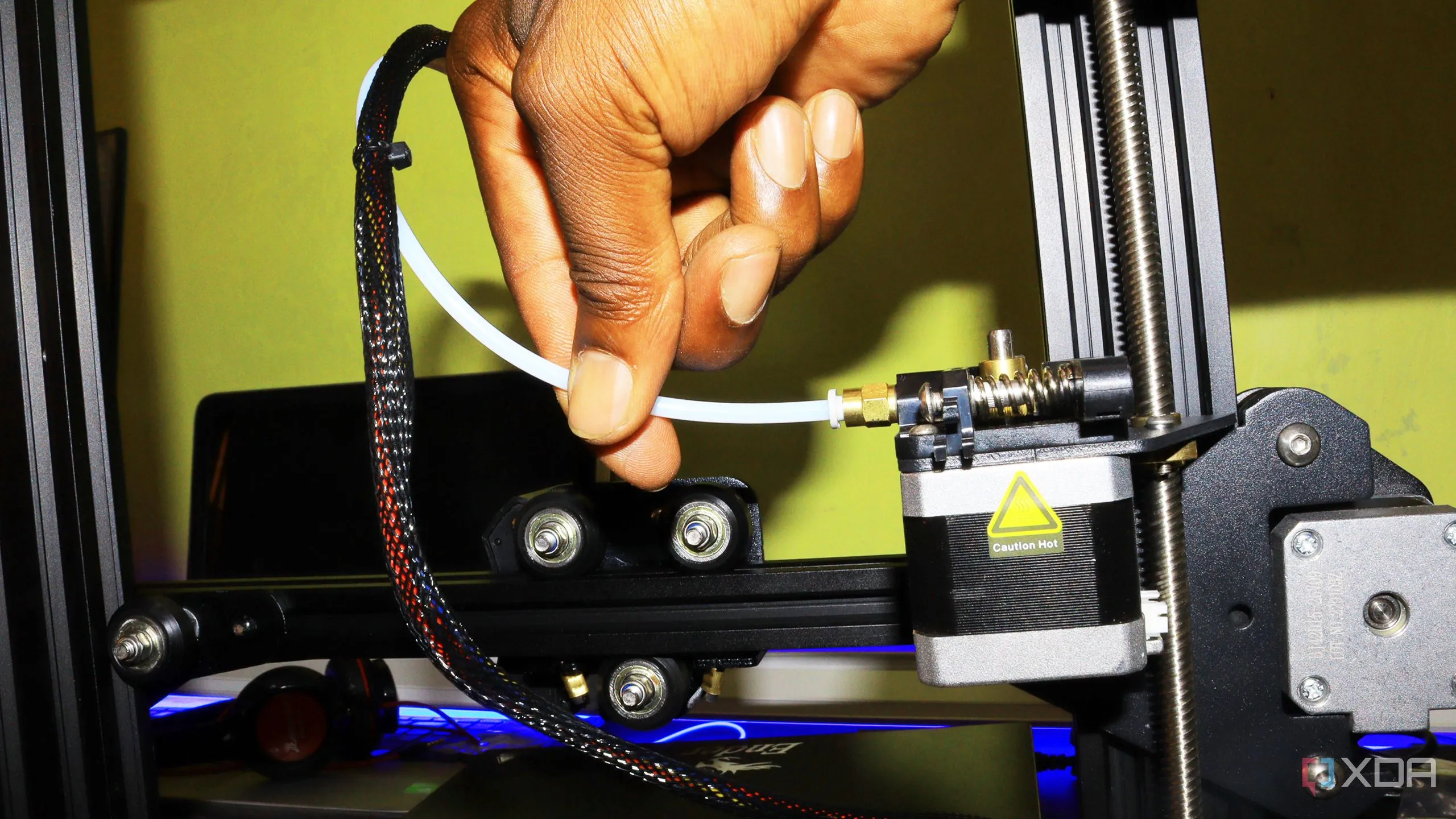 Kỹ thuật viên đang lắp ống Bowden vào đầu phun, đảm bảo máy in 3D hoạt động trơn tru
Kỹ thuật viên đang lắp ống Bowden vào đầu phun, đảm bảo máy in 3D hoạt động trơn tru
Chuyển sang sử dụng sợi in chất lượng cao hơn hoặc sợi tương thích có thể giảm nguy cơ tắc nghẽn. Các nhà sản xuất thường cung cấp phạm vi nhiệt độ khuyến nghị để tối ưu hóa dòng chảy và giảm thiểu vật liệu bị cháy. Tuân thủ các thương hiệu uy tín và hướng dẫn sử dụng sẽ cải thiện quá trình đùn sợi và giảm thiểu vấn đề. Chú ý đến độ sạch của đầu phun và lựa chọn sợi in sẽ đảm bảo quá trình in diễn ra suôn sẻ và thành công.
3. Bộ Phận Bị Quá Nhiệt – Biến Dạng và Cong Vênh Không Mong Muốn
Điều chỉnh nhiệt độ in để ngăn ngừa biến dạng và co ngót
Nhiệt độ quá cao có thể khiến sợi in trở nên quá mềm, dẫn đến các khu vực bị chảy xệ hoặc cong vênh trên mô hình của bạn. Điều này đặc biệt phổ biến với một số loại nhựa như PLA hoặc ABS, vốn có yêu cầu nhiệt độ cụ thể. Việc theo dõi cài đặt nhiệt độ của máy in là rất quan trọng để tránh làm chảy hoặc biến dạng các lớp vừa được đùn ra. Hơi giảm nhiệt độ hoặc cải thiện luồng khí với quạt làm mát có thể giúp sợi in nguội ở tốc độ phù hợp, thúc đẩy sự ổn định và chi tiết chính xác.
Các yếu tố môi trường cũng đóng vai trò quan trọng, vì nhiệt độ môi trường cao hoặc phòng kém thông gió có thể làm tăng các vấn đề về nhiệt. Đặt máy in của bạn trong một môi trường mát hơn, được kiểm soát tốt hơn sẽ giúp duy trì các điều kiện lý tưởng cho in 3D. Hãy chú ý đến các cài đặt in như tốc độ và chiều cao lớp, vì chúng có thể ảnh hưởng đến tốc độ làm mát của mỗi lớp. Tinh chỉnh các biến số này đảm bảo các bản in 3D của bạn giữ được hình dạng mong muốn.
Nếu bạn làm việc với nhiều loại sợi in, hãy cân nhắc thiết lập các hồ sơ nhiệt độ riêng biệt trong phần mềm slicer của bạn để phù hợp với yêu cầu của từng vật liệu. Cách tiếp cận này ngăn ngừa những sai sót phổ biến có thể dẫn đến quá nhiệt ngẫu nhiên. Các giải pháp làm mát tiên tiến hoặc các buồng in được thiết kế với luồng khí có thể điều chỉnh mang lại khả năng kiểm soát tốt hơn cho các vật liệu đặc biệt nhạy cảm với nhiệt độ. Bằng cách tập trung vào quản lý nhiệt độ hợp lý, bạn có thể đạt được những đường nét sạch hơn, chi tiết sắc nét hơn và sản phẩm cuối cùng chắc chắn.
4. Cài Đặt Slicer Không Chính Xác – Yếu Tố Quyết Định Chất Lượng Cuối Cùng
Tinh chỉnh cấu hình phần mềm để có kết quả 3D tối ưu
Ngay cả một máy in 3D tiên tiến nhất cũng sẽ gặp khó khăn nếu cài đặt slicer không chính xác. Chiều cao lớp, tốc độ in, phần trăm mật độ điền (infill percentage) và cài đặt hỗ trợ (support settings) đều ảnh hưởng đến chất lượng và độ bền của thiết kế. Sự không khớp có thể dẫn đến cấu trúc yếu, các vết sần sùi hoặc bề mặt hoàn thiện kém. Hiểu rõ và tinh chỉnh các hồ sơ slicer sẽ giúp bạn tiết kiệm sợi in và tránh những lần in thất bại liên tục.
Hãy cam kết thực hiện những thay đổi nhỏ một cách có hệ thống để xác định các vấn đề in 3D. Theo dõi các thay đổi để biết điều gì đã cải thiện hoặc tệ hơn. Việc ghi chú hoặc lưu các hồ sơ cài đặt sẽ giúp bạn dễ dàng chuyển đổi giữa các loại sợi in hoặc các loại dự án khác nhau. Khi bạn tìm thấy các cài đặt chất lượng nhất quán, hãy tự tin áp dụng chúng cho các bản in tương tự.
Khám phá các phần mềm slicer mới với các điều khiển nâng cao dành cho các mẫu máy in cụ thể. Những công cụ này thường bao gồm các hồ sơ được cấu hình sẵn với các giá trị sợi in được khuyến nghị. Hãy thử nghiệm từng hồ sơ và điều chỉnh các thông số theo sở thích của bạn để có những bản in ổn định, dễ dự đoán. Việc làm chủ các cấu hình slicer sẽ dẫn đến những tác phẩm mạnh mẽ và chính xác hơn.
5. Sợi In Chất Lượng Kém – Nguyên Nhân Gây Lớp In Yếu và Không Đồng Đều
Lựa chọn vật liệu đáng tin cậy và bảo quản đúng cách
Sợi in kém chất lượng thường chứa tạp chất, đường kính không nhất quán hoặc đặc tính liên kết kém. Kết quả là bạn có thể nhận thấy hiện tượng lệch lớp (layer shifting), bề mặt thô ráp hoặc độ giòn khiến bản in dễ gãy. Lựa chọn các thương hiệu uy tín và được đánh giá cao đảm bảo mỗi cuộn sợi đáp ứng các tiêu chuẩn sản xuất cao hơn. Lựa chọn sợi in tốt đi kèm với việc kiểm tra định kỳ, giúp bạn phát hiện các dấu hiệu ẩm ướt hoặc hư hỏng trước khi bắt đầu in.
Độ ẩm là kẻ thù chung của các bản in chất lượng cao, vì nhiều loại sợi in hấp thụ nước từ không khí và hoạt động kém hiệu quả. Bảo quản các cuộn sợi in của bạn trong hộp kín có gói hút ẩm có thể duy trì độ khô của chúng. Khi một sợi in bị bão hòa nước, bạn có thể nghe thấy tiếng lách tách hoặc thấy hơi nước trong quá trình đùn. Sấy khô sợi hoặc thay thế bằng cuộn mới có thể khôi phục chất lượng in của bạn và giảm khả năng thất bại.
 Kiểm soát và giám sát máy in 3D từ xa để tối ưu chất lượng filament và tránh lỗi in
Kiểm soát và giám sát máy in 3D từ xa để tối ưu chất lượng filament và tránh lỗi in
Việc chọn vật liệu phù hợp với ứng dụng cũng đảm bảo thành công của bản in. Nhựa PLA có thể đủ cho các chi tiết trang trí, trong khi các nguyên mẫu chức năng có thể đòi hỏi các vật liệu bền hơn như PETG hoặc ABS. Việc ghép nối sợi in với công việc sẽ ngăn ngừa căng thẳng không cần thiết lên các bộ phận được in của bạn và tránh lãng phí công sức. Bằng cách đầu tư vào các loại sợi in đáng tin cậy và bảo quản chúng đúng cách, bạn có thể tin tưởng vào những bản in mượt mà và đáng tin cậy hơn.
Hướng tới những bản in 3D thành công hơn
Để làm chủ máy in 3D đòi hỏi phải hiểu rõ 5 trở ngại phổ biến này. Quá trình thử nghiệm và sai sót giúp xác định nguyên nhân gốc rễ của các thách thức in 3D. Những điều chỉnh hợp lý sẽ dẫn đến kết quả in nhất quán và đẹp mắt. Việc theo dõi căn chỉnh giường in, duy trì đầu phun sạch sẽ, hoàn thiện cài đặt nhiệt độ, tinh chỉnh các thông số slicer và lựa chọn sợi in chất lượng đều góp phần vào thành công của in 3D. Với sự kiên nhẫn và tinh thần học hỏi, bạn sẽ nâng cao kỹ năng và ít gặp phải những thất bại hơn.
Hãy chia sẻ kinh nghiệm của bạn về việc khắc phục các lỗi in 3D trong phần bình luận bên dưới hoặc khám phá thêm các bài viết chuyên sâu khác trên congnghemoi.net để nâng tầm trải nghiệm in 3D của bạn!